1、前言
铝型材表面经粉末喷涂后具有很好的防护性能和装饰性能,经过几十年的发展,铝型材喷涂工艺愈发完善,同时喷涂成品率也不断提高。
一般情况下,如果严格控制前处理及喷涂工艺,可最大限度地控制不合格品的生产。但由于原辅材料、挤压坏料、喷涂设备、生产环境因素以及员工责任心等,铝型材粉末喷涂一次成品率很难达到100%,其中大部分缺陷是需要返工修复的。
据观察,当砂纹表面出现质量缺陷需要重新返喷时,有时会出现返喷涂层与第一道砂纹涂层间出现脱层问题,也即常说的“两张皮”现象,而返喷平光粉末涂料时却极少出现脱层问题。
由于涂层的附着力对涂层的耐候性、耐盐雾性、耐酸碱性等有极大的影响,一旦附着力不合格,则涂层失去了对基材的保护作用,因而附着力显得尤为重要。
2、返喷砂纹粉末附着理论
砂纹粉末涂料之所以更易出现层间现象,必有其特殊性。与平光粉末涂料相比,砂纹粉末涂料配方有其特殊性:
(1)配方中所用的主要原材料如聚酯树脂和固化剂TGIC(或HAA)可能更低端;
(2)配方中使用砂纹剂为表面张力物质,固化后更易形成低表面能的涂层表面;
(3)配方中使用更多的蜡以提高表面硬度和抗刮伤性能,固化后浮于涂层表面;
(4)配方中可能使用待检品、库存粉以及回收粉;
固化时,砂纹粉末也表现出与普通平光粉不一样的固化特性:
(1)熔融粘度大;(2)胶化时间短。
附着力实质是界面间的作用力,是有机涂层与基体间通过物理和化学作用结合在一起的牢固程度,
它主要包括两方面:有机涂层与金属基体间相互结合能力及有机涂层分子间胶联的程度,涂层与基体间的结合力越大越好,涂层固化越彻底,分子间的交联就越稳定,形成的涂层就越致密牢固。
粉末涂料喷涂时依靠静电吸附到工件表面,在固化炉经过熔融、流平、胶化、固化四个过程。
其中,在熔融、流平、胶化三个过程中粉末程液态特征,润湿底材并且渗入到底材的表面空隙中,从而使粉末与被涂底材紧密结合,形成附着力。
如果在熔融、流平、胶化三个过程中粉末层不能与底材紧密结合,那么工件在受到外力作用时会出现涂层与底材分离的现象,即人们常说的“掉塑”、“脱塑”、“涂层脱落”或者“附着力不合格”。
考查附着力时润湿性是必须的标准,只有当涂料有效润湿底材时才起作用,涂料对底材的润湿是附着力的关键。
被涂表面的润湿可从热力学角度描述,涂料在液体时的表面张力以及底材和固态涂膜的表面能是影响界面连接强度和附着力形成的重要参数。
所以要得到良好的附着力粉末在熔融状态对底材的润湿至关重要,而润湿过程与底材的表面张力,熔体的粘度以及接触时间有关。
由于砂纹粉固化时表现出的高粘度及较短的胶化时间特性,当返喷在低表面能的砂纹表面时对底层砂纹表面的润湿是恰恰不利的。
有报导称加入少量的某些含氮基团能大大提高附着力。因为界面上两相间发生氨-酯交换反应,形成酰胺键,但在实际操作中并未得到证实。

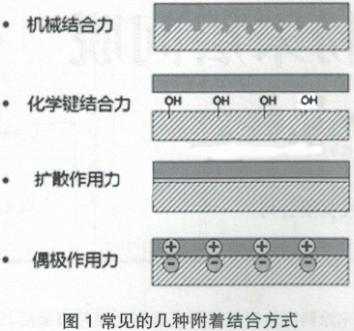
附着力通常以图1所示的几种形式形成对底材的附着。附着力的大小取决于底材表面和涂料的性质。广义上,这些结合力可分为二类:主价力和次价力。
化学键即为主价力,具有比次价力高得多的附着力,次价力是以氢键为代表的弱得多的作用力。
当粉末涂料喷涂于底材上,在固化的过程中就形成了附着力。在热固性聚酯粉末涂料界面间可能形成共价键,相互反应的化学基团牢牢结合在底材和涂料上。
在具有极性基团,如含结晶水的转化膜(铬化膜)的底材上更容易以化学键结合(聚酯粉末中反应性的羧基基团与金属底材转化膜界面间形成共价键,这一相互反应的化学基团牢牢结合在底材和涂料上,解决聚酯粉末涂层与铝型材表面附着力的问题)。
因此这类连接属于化学键结合且最强耐久性最佳。而在非极性表面如完全固化交联的聚酯粉末涂层上则具有较少的化学键。
因此返喷涂层就不会与基层涂层发生化学交联反应,只能进行物理附着或少量氢键结合。因此在砂纹表面返喷砂纹粉末更适合于机械连接理论解释。
机械连接理论
当熔融的粉末与含有孔、洞的砂纹表面接触时,熔体能够渗透进去并起到机械定锚作用。
虽然砂纹的表面粗糙化能提高附着力,但必须注意避免深而尖的涂层形状(砂纹光泽过低,表面过于干燥的砂纸状涂层),这种粗糙化的砂纹涂层会出现透底现象,而且,深而尖的隆起会形成不均一的涂层,从而生成应力集中点,降低附着力。
当剥离返喷砂纹涂层时,可以看到返喷砂纹涂层的背面是光滑的,也就是说返喷的砂纹粉末未熔融时并未真正地渗透进第一层粗糙的砂面涂层的缝隙中。
若不能完全渗入,则涂料与表面的接触会比相应的几何面积还小,并且在涂料和底材间留有空隙,空隙中驻留的气泡会导致水汽的聚集,最终导致附着力的损失。
这与砂纹粉末的特性有关:首先第一层砂纹涂层固化后表面张力较低,当涂层过度固化时表面张力变得更低;
其次由于砂纹粉熔融时的粘度较大,而且返喷时有第一层涂层的“热阻隔”作用,使得真实的工件受热温度较第一喷涂时低,在较低温度下熔体粘度更难降低,高粘度低流动性的砂纹粉末熔体在较低的;
工件温度”下难以渗透进第一涂层的表面,随着粘度和涂层刚性的增加的同时也逐渐形成会生成大量的应力,并残留于涂层中。因此涂层间的机械连接力较低,在收到外力时便产生脱层现象。
3、返喷时层间脱层原因分析
通过以上理论再结合砂纹粉末的特性可以总结返喷砂纹粉时可能产生的脱层原因:
3.1聚酯树脂含量偏低
如果聚酯树脂含量低(填料量过大),有效成膜物质少,固化过程中会导致涂层交联不完全,固化后涂层会发脆,遇到外力涂层就会脱落。
3.2低档次的聚酯树脂
聚酯树脂由缩聚反应逐步聚合而成。严格控制缩聚工艺(控制升温速率和缩聚反应后期的真空度)可得到分子量呈正态分布的质量上佳的产品。
若缩聚工艺控制不当(升温速率太快)尤其是缩聚后期真空度达不到,则得到的聚酯树脂分子量分布宽,意味着树脂中存在大量的不耐热的低分子量缩聚物。
在较高的固化温度下,这些低分子量缩聚物会从涂层内分解挥发出来而浮于涂层的表面,形成低分子“油膜”,严重影响了附着力。
3.3添加剂不合适或用量不当
砂纹粉末涂料配方中添加砂纹剂以及为提高耐刮伤性能而添加一定量的蜡(通常是聚乙烯蜡),砂纹剂的主要成分是聚四氟乙烯,也就是我们常见的特氟龙不粘锅涂料的主要成分。
聚四氟乙烯和聚乙烯蜡的加入都会降低涂层的表面张力,适量的添加量对附着力不会产生较大的影响,但如果使用过量,则会极大地降低砂纹涂层的表面张力,形成一个类似的不粘的低表面能的表面,使涂料对其表面的润湿效果差。
熔融的返喷粉末难以完全渗透的底涂层的空隙中,且在两层涂层间留有空隙,使返喷在其上的砂纹涂层很难与其牢固结合,最终导致涂层间附着力不合格。
3.4喷涂砂纹粉末时掺入了过多回收粉或过期物
所有铝型材客户都会存有大量的库龄较长的库存粉以及回收粉,为了消耗部分粉末库存以及降低成本。
铝型材喷涂厂家通常都将库存较长时间的相近颜色的平光粉或砂纹粉按比例混合到新粉中喷涂。
由于混入的这些库存粉或回收粉很可能已生产预交联反应甚至已经过期,使得喷涂的砂纹粉中各种材料的比例已经偏离了正常新粉配方,两者混合使用时,会使涂层的润湿效果变差。
涂料不能完全渗透到底层砂纹涂层的孔隙中,在返喷涂层与底层涂层间留有空隙,最终导致附着力不合格。
过期粉中由于聚酯树脂与固化剂(TGIC或HAA)已部分预交联,而使得涂层固化的有效反应点降低(官能度降低),这也将严重影响涂层的附着力。
3.5固化温度过低或时间过短
固化温度低或时间短,严重影响聚酯树脂与固化剂(TGIC或HAA)之间的交联反应,固化后涂层柔韧性差且附着力变差。
3.6固化温度过高或时间过长
当涂料在比原定温度高得多的温度下固化或烘烤时间延长时附着力变差。主要原因是在这两种情况下,部分涂料发生碳化,严重影响涂料分子之间的交联。
通过铝型材用的聚酯粉末涂料的固化温度为185℃(HAA固化)或200℃(TGIC固化),时间为15-20分钟。过度交联的涂层会形成低表面能的表面,返喷砂纹涂层受热形成的高粘度熔体难以润湿其低表面能的表面。
砂纹粉末中反应性羧基基团倾向于和含有类似基团的底材更牢固地附着,如果第一涂层适当固化,则第一涂层的剩余少量羧基会与第二道涂层内的固化剂TGIC或HAA反应,有利于将返喷涂层与底涂层粘合在一起。
当第一涂层过烘烤(烘烤时间长和/或固化温度过高)时,第一涂层几乎无羧基剩余,返喷涂层的附着力显著减弱,有时甚至无附着力。
3.7采用直排燃气炉
直排燃气炉直接将燃烧产物排放于固化炉内,若是用了不纯净的燃气,未充分燃烧时形成的小分子炭化产物会附着于固化涂层的表面,形成”油膜”,返涂时若不除去,将直接造成返涂层附着失败。
另外某些间接交换燃气炉若维护不当(如发生燃气泄露),也可能使得燃烧副产物附着于涂层表面造成后期返喷时的附着力丧失。
3.8涂料之间的配套性
不同厂家生产的砂纹粉末涂料,由于使用的树脂的反应性及粘度等指标不同,或同一厂家不同批次的砂纹涂料,由于配方的差异(可能某些批次要消耗库存粉、待检测甚至回收粉)都可能存在配套性的问题。
若返喷时使用了不同生产商的砂纹粉末或某个差异较大的批次的粉末,则极有可能在返喷时出现脱层现象。
预防措施是,不要轻易更换涂料供应厂家或砂纹粉末进厂前或使用前先进性小批次试喷检测返喷的附着力。
3.9饭喷涂层偏厚
当饭喷涂层偏厚时,随着粘度和涂层刚性的增加以及对底材的附着力的逐渐形成的同时也伴随内聚力增加,并残留于涂层中。涂层之间固化后各处的应力相差较大,受到外力作用时,涂层自然会脱落。
4、返喷砂纹粉的正确操作工艺
铝型材用聚酯粉末涂料是热固性粉末涂料,由于喷涂返工料时两次喷涂涂层间无化学键结合而仅仅靠机械力附着而容易出现脱层现象,根据喷涂车间实际生产经验,返喷时应采用正确的处理措施及质量检测以确保反喷涂层的附着力。
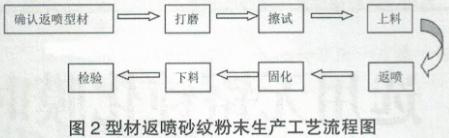
图2是返喷砂纹粉的生产工艺流程图,型材固化后因表面质量缺陷需返喷的,返喷前首先要打磨返工料以磨平表面涂层缺陷。
不仅增大涂层表面的粗糙度(即增大与返喷涂层的接触面积),而且可以将第一砂纹涂层表面的油膜或蜡膜打磨掉以改善涂层的表面张力,进而提高返喷涂层与第一涂层的层面附着力。
打磨后应使用洁净擦布清理,尽量使用压缩空气将基层涂层表面吹干净,禁止使用含有油污的擦布擦拭,将打磨合格的返工料用酒精擦拭干净并晾干后上料返喷。打磨可以提高返喷成功率和确保涂层的层间附着力。
返喷料喷涂及固化工序与铬化铝材料正常喷涂生产工艺要求基本一致,但是喷涂的电压应适当降低,一般设定为30KV-60KV,返喷涂层的厚度适当控制(一般小于等于40um)。
下料后,检查返喷料的膜厚及划格实验检查层间附着力,也可以通过抽检锯切料头做水煮实验检测涂层附着力。
5、结束语
附着力及大地影响铝型材涂层的使用寿命,一旦附着力出了问题,不能修补也不能降低档次使用,只能报废或脱塑后重新处理。
因此在铝型材静电粉末涂装中,必须严格控制工艺关键因素:前处理质量、喷房工艺参数、固化温度及时间,尽最大可能减少喷涂不合格品,防患于未然。
若出现缺陷必须返喷时,首先是分析涂层缺陷产生的原因,并制定相应措施,避免类似问题的再次出现。返喷时要保证打磨的质量以及正确的擦拭方式方法,确保返喷后涂层的层间附着力合格。
来源:北京汉森邦德科技有限公司、粉末登场

免责声明:本文来源于网络,版权归原作者所有,且仅代表原作者观点,转载并不意味着铝加网赞同其观点,或证明其内容的真实性、完整性与准确性,本文所载信息仅供参考,不作为铝加网对客户的直接决策建议。转载仅为学习与交流之目的,如无意中侵犯您的合法权益,请及时与0757-85529962联系处理。






